


Tetra has published a series of guides which are available for ordering.

A selection of technical papers available for reference.




Selected papers, presentations and articles from major industry conferences and events.
With over 30 years of experience in power and industrial steam generation services, Tetra Engineering has along history of projects.

The primary purpose of this study was to validate the effect of an interstage attemperator between two superheaters with respect to the primary superheater and primary reheater outlet steam temperatures. The CCGT in question had already had problems with creep failures of the P91 components, and needed to assure that exit temperatures did not exceed 570°C. Currently, the primary superheater outlet temperatures exceed 600°C at certain loads and the primary reheater temperatures exceed 590°C. Initial results were based on steady-state analysis, while final results included dynamic modeling of cold-, warm- and hot starts, as well as ramp up and ramp down. The study was performed using the software simulation tool PPS&D.
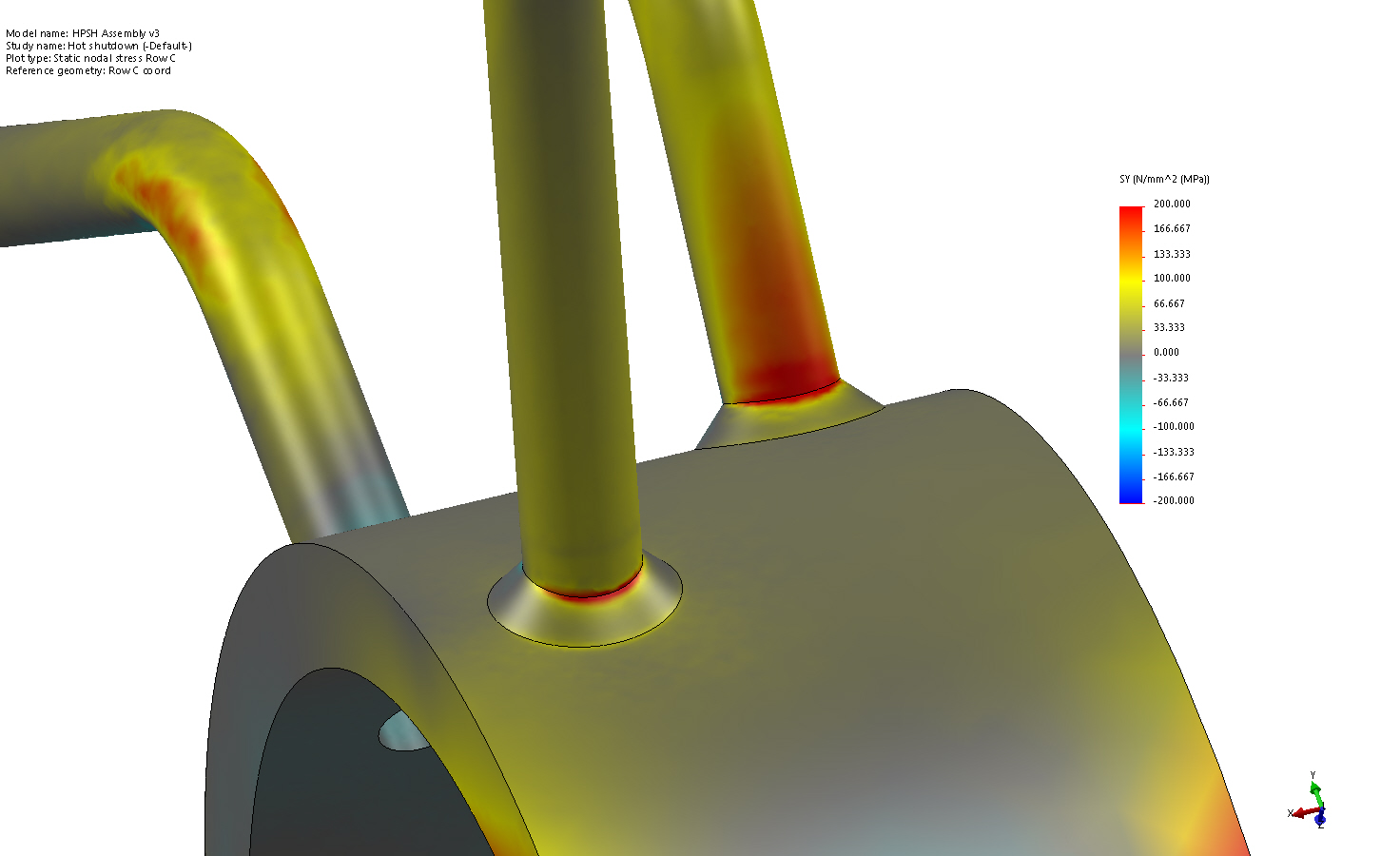
A CCGT Power Plant suffered repeated tube failures between 2003 and 2014 in the SH section of their boiler. Failures were exclusively located at the tube-header weld, at varying positions on the tube sheet. The client engaged Tetra Engineering to analyze the problem and simulate the existing stresses during various load conditions. The scope of work included a review of historical failures and metallurgical reports, operational data analysis, Finite Element Analysis (FEA) and Fatigue Analysis.

A HRSG operated by a European client appeared to be subject to excessive vibration, based on high noise near the unit and vibration of the casing in certain sections of the roof. The OEM and EPC had initially agreed that the vibration was a potential problem, so for this reason a study was commissioned by them. This included a field survey of noise using microphones, confirming that there were high noise levels in three different frequencies at some points outside the HRSG casing. Subsequently the OEM/EPC modified their position to hold that the observed noise was not a problem and that no further action was required. The client then requested that Tetra Engineering independently review the problem and perform additional analysis as required. The scope of work included field measurements, thermohydraulic boiler simulations and vibration risk calculations.

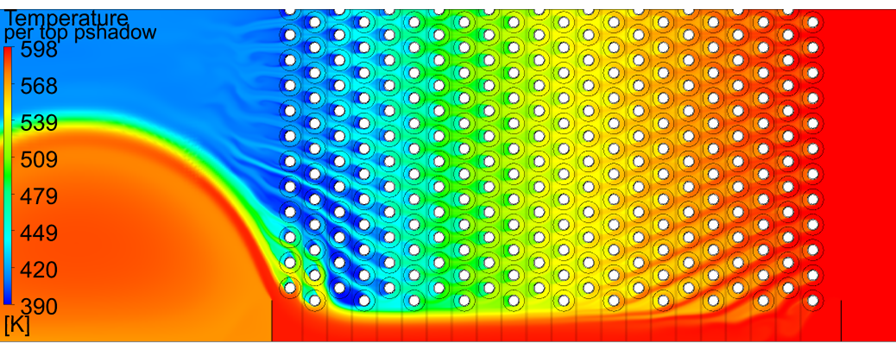
A CFD study on one of the 4th quadrant pipe bends at a thermal power plant steam boiler was performed. The purpose of the analysis was to analyse the change in flow velocity due to an increase in the bend nominal size from 3” to 4”. The connecting pipe run was kept at 3” and standard expander/reducers are used to join the pipe with the bend. Input process parameters were taken from a PPSD model.






